




Respon Moulding Co., Ltd
www.responmoulding.com

How to avoid short shots in plastic injection molding?
Nov21,2022
A short shot is when a plastic injection molded part is incomplete filling of a mold cavity, leaving voids or thin areas. In other words, there is a portion of the part where there is no plastic. Short shots are one of the most frustrating defects that injection molders face.
1, Material Selection
Use more fluid materials
If the plastic material doesn’t feature a great fluidity, it will solidify before reaching the furthest end of the cavity, which often results in a short shot. You can choose a material plastic with a better fluidity. In addition, you can improve the placement of the runner, enlarge the gate or the size of the nozzles as a few examples.
2, The Structure of the Plastic Part Design is not Manufacturable Enough
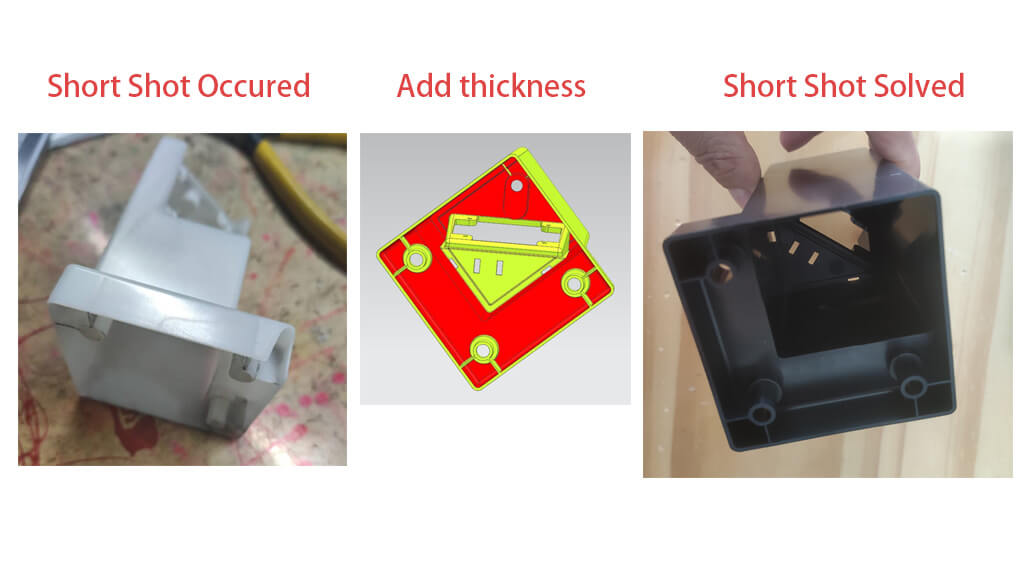
During the product design process, the principle of uniform wall thickness must be followed. If it is impossible to maintain a uniform wall thickness, please change the mold design in a timely manner. Increase the number of runners or ribs in the area where the feeding is difficult, so as to avoid the defect of underfill caused by too-thin wall thickness. According to our experience, the best thickness of plastic is around 1-3mm and the large plastic parts is 3-6mm. The thickness of plastic becomes challenged if the thicknesses are more than 8mm or less than 0.5mm, so it's best to stay within these tolerances.
For example. See below picture, the left is too thin that short shot occurred, after adding 0.3MM thickness to the red areas, short shot problem solved(the right in below picture).
3, Inappropriate Mold Design
Below are several common mold issues and remedies for mold issues creating short shots:
Flow Restrictions: How the plastic enters the mold can affect the flow, including the placement and size of runners and their gates.
Hesitation: In the injection industry, a hesitation is when the flow slows or pauses due to variation in thickness.
Venting Issues: Molds do not live in a vacuum – displaced air needs a place to vent or it will create air traps. Vents need to be created or ejections pins added to remove the air.
4, Injection Molding Machine
Don't forget to take a step back and take a look at what's going on with your injection molding machine as a whole. Is there enough material in your hopper? Are there any restrictions in your feed throat? This could be elevated feed throat temperatures or a slide gate getting closed. Another potential cause is if the machine is undersized for the part.
5, Improper Molding Process
The low barrel temperature, slow injection speed, short injection time, low mold temperature and insufficient backpressure lead to a shortage of plastic.
<< Previous page
Next page >>
Web: www.responmoulding.com
Tel: +008613950149615 (Mob/Wechat/Whatsapp)
E-mail: sales@responmoulding.com
LINKS:











Copyright © Respon Moulding Co., Ltd . All rights reserved.
 +008613950149615 (Mob/Wechat/Whatsapp)
+008613950149615 (Mob/Wechat/Whatsapp)
 sales@responmoulding.com
sales@responmoulding.com
 +008613950149614
+008613950149614
 929387114@qq.com
929387114@qq.com
